KCam : logiciel shareware 95 $ sous Windows 98/NT/2000/XP 32bit
importe, lit et écrit les fichiers GCODE
import Excellon ASCII drill files (.NC)
import DXF, HPGL, Gerber files(.GB0)
vue 3D de la pièce à usiner
contrôle manuel du déplacement (Manual Jogging)
Feed Rate réglable
Compensation du Backlash
contour à vitesse constate
Multiple Machine Setups
...
Je ne l'ai pas testé, il existe une version de démo limitée à 500 lignes de Gcode
Ninos : Logiciel intégré complet de conception (mécanique et électronique) et de fabrication assistée par ordinateur. (119 € pour deux installations ou 239 € illimité avec dongle).
fraisage, perçage, détourage
cutter orienté
usinage 3D
découpe et gravure LASER
torche plasma
tournage
plateau diviseur
fil chaud 2D ET 3D
Ce logiciel est une référence de qualité. Il existe une version de démo téléchargeable. Tous les modules de conception sont actifs, l'usinage est limité mais les commandes manuelles ainsi que des tests de parcours sont actifs..
TurboCNC : certains diront que c'est Le logiciel parfait pour piloter une CNC. Il est vrai que ce logiciel présente de nombreux avantages :
C'est un shareware de 60 $ totalement fonctionnel, vous pouvez donc le télécharger et l'utiliser librement avant de vous décider à l'acheter s'il vous convient
La liste des fonctionnalités est longue (CNC 8 axes...). Une documentation très instructive existe (en anglais). Elle est très complète, jettez-y un oeil.
Il est surtout très performant dans ses modes de pilotage puisqu'il exploite parfaitement les interruptions du PC, il pilotera votre CNC même avec un vieux PC avec une étonnante fluidité
Mais il y a une raison à ça : ce logiciel travaille sous DOS (le vrai DOS pas une fenête de commande) et ceci dans le but (louable) de supprimer tout ce qui est inutile dans Windows (et la liste est longue !). La conséquence est une IHM plutôt rebutante. Je vous conseille de n'utiliser TurboCNC que quand vous saurez ce que l'on peut faire avec une telle machine et donc de vous faire la main avec les autres logiciels cités... Puis vous déciderez par vous même !
Mach3 : vendu 175 $ par Artsoft, ce logiciel est très complet et très souvent considéré comme "le meilleur sous windows"
pilotage de CNC jusqu'à 6 axes
import direct de format DXF, BMP, JPG, et HPGL via LazyCam
affichage visuel du Gcode
génération de Gcode via LazyCam ou de Wizards
interface totalement skinable
supporte des Macros écrites VBscript
controle de la vitesse de rotation de la broche
controle des fins de course, home et autres relais
et beaucoup plus ...
Voici une autre référence, je le cite en dernier car c'est celui que j'ai utilisé et que je vais détailler par la suite. Vous pouvez télécharger une version de démo totalement fonctionnelle mais limitée à 500 lignes de Gcode.
Les réglages de Mach3 et les premiers mouvements de votre CNC
Ne connectez pas l'alimentation de votre carte Hobby CNC, ne branchez pas le cable du port parallèle
Installez Mach3 et avant toute chose allez dans le dossier d'installation et lancez le logiciel de test du driver "DriverText.exe"
attendez que le logiciel s'initialise et sélectionnez un "Parameter Control" de 45kHz et attendez que le résultat s'affiche.
Si tout va bien "System under Mach3 Control" vous pouvez fermer cette fenêtre
Si le logiciel décroche, diminuez la valeur jusqu'à ce que tout aille bien !
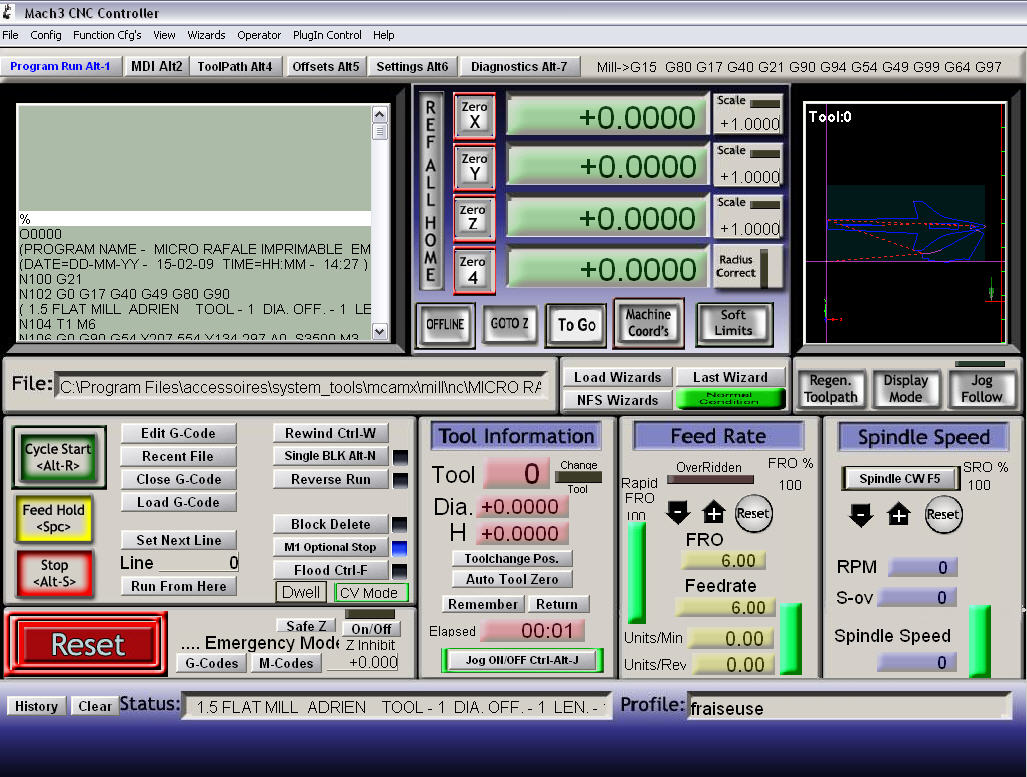
Fermez ce logiciel et lancez Mach3
Cliquez sur l'image pour zoomer
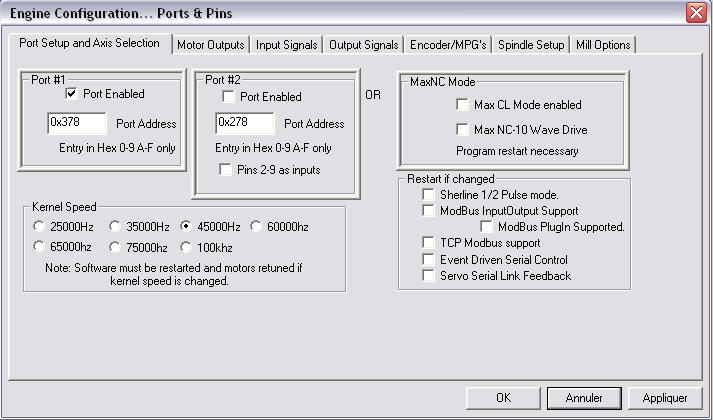
déroulez le menu configuration.
Commencez par régler les unités en mètres
Puis réglez la vitesse du port parallèle sur 45 kHz (pour peu que votre PC le supporte, sinon moins !)
Si vous utilisez le port par défaut du PC vous n'avez rien d'autre à changer sur cet écran
Il faut maintenant configurer les pattes du port parallèle.
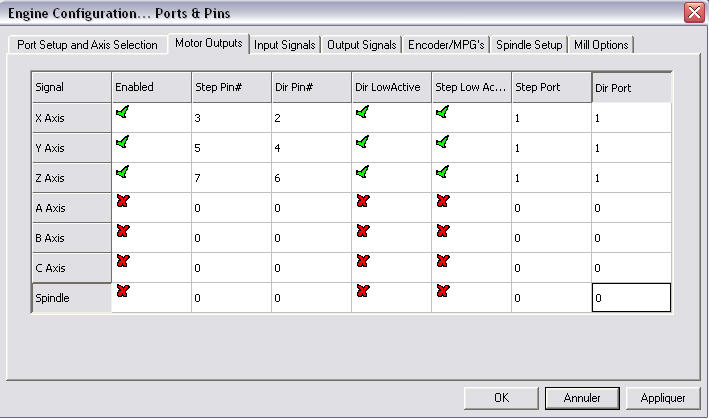
Toujours dans le même menu sélectionnez l'onglet "Motor Outputs"
Avec la carte HobbyCNC il faut activer les axes X, Y et Z et positionner les signaux sur "low Active" (coches vertes)
Il faut saisir les chiffres correspondant aux pattes du port parrallèle comme sur la photo ainsi que le numéro du port (1 en général)
Ne faites pas d'erreur en saisissant les chiffres dans les cases...
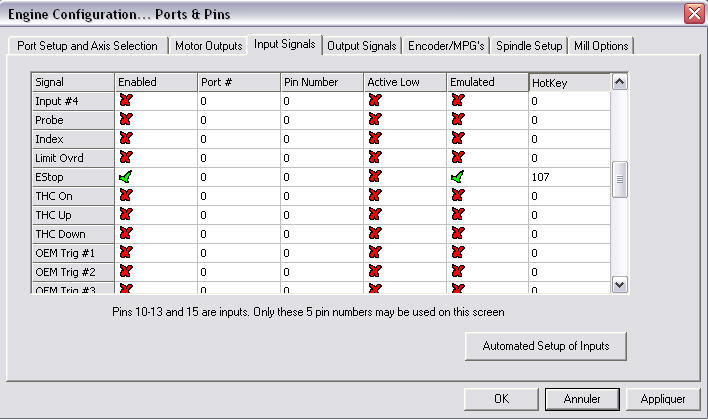
Cliquez sur l'onglet "Inputs Signals" et descendez l'ascenseur jusqu'à voir la ligne "EStop"
Mach3, pour fonctionner, impose la mise en place d'une sécurité de type "coup de poing". La carte HobbyCNC est totalement compatible de cette option, mais comme on est pressé de tester la bête, on va l'émuler par une touche du clavier !
Suivez les cases cochées en vert et sélectionnez la touche que vous préférez !
J'ai choisi la touche + du clavier numérique (code Ascii 107). Vous verrez cette fonction est très utile lors des premiers réglages...
Vous pouvez maintenant cliquer sur le bouton OK pour ernregistrer ces configurations.
Toujours dans le menu de configuration sélectionnez "Motor Tuning and Setup"
Saisissez le paramètre très important "Step per" à la valeur magique de 640
Cette valeur correspond au nombre d'impulsions par millimètre. Sachant que votre moteur avance de 200 steps par tour et que la vis sans fin de 8 mm a un pas métrique de 1,25 mm, on peut déduire que 200 steps font avancer l'axe de 1,25 mm.
Mais on oublie que le moteur est commandé en micro pas... avec un ratio de 1 micro pas pour 4 steps. Finalement 200*4 micros steps font avancer l'axe de 1,25mm. L'avance par mm est donc de 200*4/1,25 impulsions/mm soit 640 (ouf...)
Réglez ensuite les vitesses et accélérations (jouez avec l'IHM) ou saisissez directement puis cliquez sur "save axis setting" sinon vous perdrez tout !
Faites de même pour Y et Z. Les valeurs fournies sont celles que j'utilise. Pour démarrer vous devriez sûrement tester avec des vitesses plus faibles...
Il reste encore à régler le sens des axes pour que le repère de la fraiseuse soit "orthonormé direct "
Les axes X et Y ont leur origine du côté des moteurs, il faut alors inverser le sens de l'axe Z pour que l'axe soit orienté vers le haut. Ceci se fait dans le menu configuration en déroulant le sous menu "Homing Limits" en cliquant la coche "Reversed" pour cet axe
Cliquez sur Ok et retournez sur l'écran principal de Mach3
Cliquez sur le gros bouton il devrait maintenant cesser de clignoter et s'entourer d'une superbe bordure verte. Tout va bien Mach3 a détecté que le switch "eStop" est bien là (émulé !).
Appuyez sur la touche + du pavé numérique, le bouton reset devrait repasser clignotant prouvant que le bouton d'arrêt d'urgence fonctionne. Appuyez à nouveau sur reset.
Vous pouvez maintenant appuyer sur les flèches de votre clavier (et sur pageUp PageDown) et voir des chiffres bouger sur l'écran de contrôle. Tout va bien, les unités affichées sont directement en millimètre et représentent la position des axes par rapport à l'origine.
Appuyez sur ZeroX , ZeroY et ZeroZ et recommencez à "déplacer virtuellement" votre fraiseuse. Vous êtes mûr pour aller dans le monde réel !
Arrêtez Mach3
C'est maintenant le GRAND MOMENT
Positionnez votre fraiseuse à la main au milieu des axes X, Y et Z,
Branchez le cordon du port port parallèle entre la carte HobbyCNC et le PC
Lancez Mach3
Remettez à 0 les axes comme vu précédemment
Branchez (doucement !) la prise secteur alimentant la carte HobbyCNC. ça peut siffler un peu ce n'est pas grave : les moteurs "vivent"
appuyez sur le bouton reset
appuyez sur les flèches : ELLE BOUGE (la vidéo est vraiment le film du premier mouvement de la fraiseuse finie !)
Savourez, vous n'avez même pas envie de boire une bière !
C'est maintenant à vous de jouer et de passer aux premières découpes.
Il vous faudra une fraise, Ne prenez pas n'importe quelle fraise de dremel... elles ne valent rien. Pour du dépron vous pouvez commencer avec une mèche de 2 mm mais sans aller trop vite, sinon ça chauffe et ça colle....
Christophe Courché vend de très bonnes fraises et pas chères entre 3 et 4 €.
Plus tard vos essayerez les premiers usinages en 3D









 il devrait maintenant cesser de clignoter et s'entourer d'une superbe bordure verte. Tout va bien Mach3 a détecté que le switch "eStop" est bien là (émulé !).
il devrait maintenant cesser de clignoter et s'entourer d'une superbe bordure verte. Tout va bien Mach3 a détecté que le switch "eStop" est bien là (émulé !).